Testing & Inspection
Each of Vishal Tube Industries's products undergoes a series of comprehensive mandatory & customer specified supplementary and special tests at its in-house testing facilities by its qualified personnel.
Product testing at recognized third-party test laboratories can also be offered.
The list of Third Party Inspection Agencies [TPIA], with whom Vishal Tube Industries have had privilege to carry our detailed stage-wise inspection & testing, reads like 'Who's Who' Directory of TPIA's. Inspection by Customer's surveyor can also be offered.
Inspection & Testing offered by Vishal Tube Industries are as follows:
- Mechanical Testing & Chemical Analysis.
- Fully equipped laboratory for Corrosion Testing, Chloride Contamination Testing, Bath Analysis Testing, Die Penetrant Test & Residual Stress Measurement.
- Micro Structure Examination / Analysis.
- Laboratory Spectrometer .
- Positive Material Identification [PMI] Tester
- Hydro Testing –SS Straight & U-Tubes and CS Pipes
- Air Under Water Testing – Straight Length upto 30 Meters
- Ferrite Content & Surface Finish
- Fibroscope – Inside surface checking of Tubes having outside diameter 4.7 MM and above
- Surface Roughness Testing
- Non Destructive Testing offered
- Eddy Current Testing
- Ultrasonic Testing with full body thickness measurement
- Real Time Digital Radiography Testing
- Radiography Testing
Testing Facilities

- • This test is conducted only when specifically requested. To check intergranule corrosion attack as per ASTM, A 262 practice, A, E & C.
- • In house Corrosion test carried out as per ASTM A-262 Practice “A” & “E”

- • The photo on the top shows a test pipe subjected to the flange test. There are no cracks on the welded section or on the base metal.

- • Hardness test are made either on the outside surface or the inside surface.
- • 6 Hydro Bench & Calibrated Pressure Gauge
- • Hardness tester with Superficial Scale

- • For Chemicals Testing
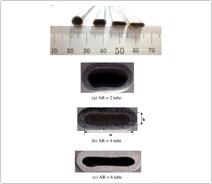
- • This test is conducted to check the strength of the welded section by subjecting. if the test piece withstands. the specified compression stress without cracking upto specified height. It is determined to be acceptable.
- • The photo shows an expanded view of a pipe interior. There are no cracks or blow holes can be observed on the welded section.

- • The standard procedure for this test is to flare the end of the pipe / tube. As shown in the photo on the right, no cracks are to be found as flared parts.

- • UTM is used for tensile strength / elongation and other mechanical testing as per standard

- • For surface finish, dimensions, checks on edge and the length are carried out on 100% tubes test ensures the straightness of the tubes as per ASTM standards.
- • Vernier.
- • Micrometer & Measuring Tapes.
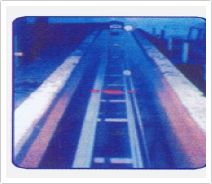
- • Even though this is a supplementary requirement, the company has made a point to test all the tubes coming out of factory to be tested under compressed air to determine any leakage ensuing ultimately that there is no in completed weld penetrations.

- • 100% Hydro testing on a hydraulic test bench is carried out using a high-pressure pump on all pipes & tubes, as per the ASTM A 450 & 630.

- • This test used to detect hidden flaws, inhomogeneties, cracks etc. using the test procedure in ASTM E-426.
Techno four flow mark detector with digital recorder is used for testing the entire length of the tubes. it is conducted to detect any sub surface defect etc. This test is carried out by using techno four flaw marking detective system on the entire length of the tubes as per the E426 with hole or notch standard.

- • Concentration of Acid Bath
- • Water PPM
- • PH of rinsing water
- • As per the ASTM requirement chemical analysis carried out.
- • Well equipped chemical laboratory

- • On demand. We can also provide the radiography testing through the approved inspection agencies.

- • Inverted Metallurgical Microscope RV3 with software which gives grain size as per spec E112
- • Polishing machine for sample preparation

- • If asked by the customer, pipe are subjected to Ultrasonic testing. An acoustic transmitter probe generates a sound beam which is applied to test piece using oil as the complaint.
- • The ultrasonic test is conducted as described in ASTM E 213 / A / 450.
- • Eddy current testing
- • DP
- • Radiography Machine
- • Ultrasonic Testing
- For Eddy Current test one machine of M/s. Techno-four
- • For DP Developer, Penetrate use.
- • For Welding Detection
- • Testing is carried out to check any flaws in the product.
Specification : 114.3mm
- • Flaring Test
- • Faltering Test
- • Flange
- • Rev. Flattening
- • Rev. Bend
- • Tensile Strength
- • Yield Strength
- • % of Elongation
- • If asked by the customer, pipe are subjected to Ultrasonic testing. An acoustic transmitter probe generates a sound beam which is applied to test piece using oil as the complaint.
- • The ultrasonic test is conducted as described in ASTM E 213 / A / 450.
- • This test is conducted to check the strength of the welded section.
- • Testing for Chemical Composition
- • 1 Air Under Water Tank & Calibrated Pressure Gauge.